

فولاد 1.2080 یا فولاد K100 با کروم بالا با مشخصهX210Cr12 مقاومت بسیار خوبی در برابر سایش ساینده و چسب دارد. مقاومت فشاری بسیار خوب. خواص چقرمگی متوسط است.
1.2080 فولاد ابزار D3 یک نوع فولاد روغنی است. هر چند بخش های کوچک را می توان پس از آستنیته شدن با استفاده از خلاء با گاز خاموش کرد. در نتیجه، ابزارهای ساخته شده با فولاد ابزار نوع D3 در طول سخت شدن، شکننده هستند.
استانداردهای فولاد 1.2080
| JIS | AISI | DIN | Bohler |
|---|---|---|---|
| SKD1 | D3 | X210Cr12 | K100 |
کاربرد فولاد 1.2080
فولاد سردکار 1.2080 برای کاربردهایی مانند ابزارهای پیچیده و شکل دهی برای کارهای طولانی و برای مواد سخت و ساینده مناسب است. معمولاً برای کاربردهای دیگری مانند آسترهای قالب آجر و کاشی، اجاق های اصلی برای قالب های پلاستیکی سرد، پانچ های تبلت و آستین برای پودرهای خورنده استفاده می شود. 1.2080 یک فولاد ابزار متداول در زیر فولادهای لدبوریتی 12% کروم است و برای کاربردهای زیر استفاده می شود: قالب های پرکننده با کارایی بالا، ابزارهای پانچ ، پانچ، تیغه های برشی، چاقوها، تیغه های پخت و پز، براچ، ابزار طراحی، قالب های طراحی، حلقه نورد، برش چوب.
ترکیبات شیمیایی K100 یا فولاد 1.2080
| C | Cr | Mn |
|---|---|---|
| 1.9-2.2 | 13-11 | 0.2-0.6 |
| Si | P | S |
| 0.1-0.6 | 0.03 | 0.03 |
مشخصات فنی 1.2080
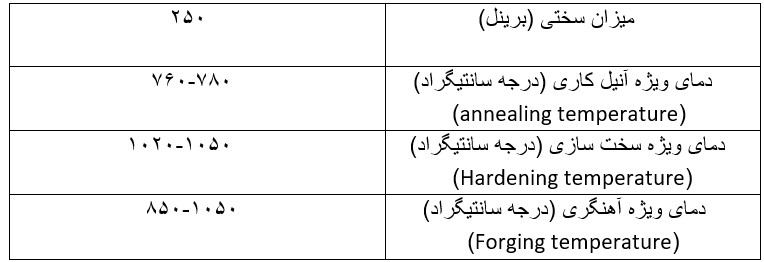
از قبل در دمای 900-950 درجه سانتیگراد گرم کنید سپس دما را به 1050-1100 درجه سانتیگراد افزایش دهید. بعد خیس کنید تا یکنواخت گرم شود. فولاد K100 در دمای بالا نسبتاً سخت است. بنابراین، ضربات اولیه چکش باید سبک باشد و تا زمانی که فلز شروع به جریان کند، نباید اجازه داد دما به زیر 1020 درجه سانتیگراد برسد. آهنگری نهایی نباید زیر 900 درجه سانتیگراد انجام شود.
آنیلینگ فولاد K100
فولاد K100 در شرایط آنیل شده و قابل ماشینکاری عرضه می شود. بازپخت مجدد تنها در صورتی ضروری خواهد بود که فولاد توسط ابزارساز آهنگری یا سخت شده باشد. برای بازپخت، به آرامی و به طور یکنواخت تا دمای 900 درجه سانتیگراد گرم کنید. سه تا چهار ساعت خیس کنید و بگذارید در کوره به دمای اتاق خنک شود. مجدداً تا دمای 800-1040 درجه سانتیگراد گرم کنید و دوباره به مدت سه تا چهار ساعت خیس کنید. اجازه دهید در کوره به دمای اتاق خنک شود.
هنگامی که ابزارها به شدت ماشینکاری، آسیاب شده یا در معرض کار سرد قرار میگیرند، قبل از سخت شدن، از بین بردن فشارهای داخلی برای به حداقل رساندن احتمال اعوجاج توصیه میشود. تنش زدایی باید بعد از ماشینکاری خشن انجام شود. برای کاهش استرس، قطعه فولادی را در دمای 600-650 درجه سانتیگراد گرم کنید. خوب خیس کنید و در کوره یا در هوا خنک کنید. سپس ممکن است ابزارها قبل از سخت شدن ماشینکاری شوند.
سخت شدن فولاد K100
گرم کردن ابزارها در یک فضای کنترل شده ترجیح داده می شود. اگر این امکان پذیر نیست، سخت شدن پک توصیه می شود. فضای کاهش دهنده مطلوب است. قطعه را از قبل در دمای 750-800 درجه سانتیگراد گرم کنید. و اجازه دهید در این دما خیس بخورد. سپس ابزارها را میتوان تا دمای 1000-1040 درجه سانتیگراد برای خنککردن هوا، یا دمای 980 درجه سانتیگراد برای خاموش کردن روغن افزایش داد. به ازای هر 25 میلیمتر از بخش حاکم به مدت 30 دقیقه در دما کاملاً خیس بخورید، سپس خنک یا خاموش کنید. هنگام حرارت دادن برای سخت شدن مهم است که از 1020 درجه سانتیگراد تجاوز نکنید.
مشاهده محصول مشابه : فولاد K605





دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.